

在食品行业中,功能性饮料(如运动饮料、维生素水、蛋白饮品、含糖电解质水等)生产废水具有高COD、高碳水化合物、高氨氮(来自添加剂、清洗剂、蛋白残留等)的典型特征。其中,氨氮超标已成为众多企业污水站稳定达标的“痛点”。作为生化处理系统的核心单元,好氧池不仅承担有机物降解任务,更是实现氨氮硝化转化的关键环节。
武汉格林环保基于26年食品行业废水治理经验,为您深入解析好氧池工作原理、AO与AAO工艺脱氮效能对比,以及日常运行中必须关注的关键控制指标,助力企业实现稳定达标与高效运营。
一、好氧池的工作原理:微生物“吃掉”有机物,“转化”氨氮
好氧池通过向污水中持续曝气,维持溶解氧(DO)浓度在适宜水平(通常2–4 mg/L),激活好氧异养菌和自养型硝化菌:
异养菌:将糖类、有机酸等可降解有机物(BOD/COD)分解为CO₂和H₂O;
硝化菌(亚硝化菌+硝化菌):将氨氮(NH₄⁺)逐步氧化为亚硝酸盐(NO₂⁻)→ 硝酸盐(NO₃⁻),完成硝化过程。
注意:硝化反应对环境极为敏感——需充足DO、适宜pH、足够污泥龄(SRT ≥ 10–15天),且不能存在毒性抑制物质。
二、AO vs AAO:哪种工艺更适合功能性饮料废水除氨氮?
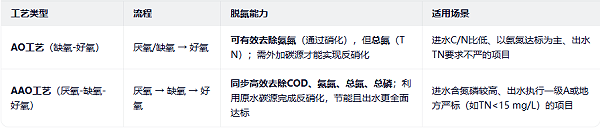
✅ 结论:
若功能性饮料污水站仅需解决氨氮超标问题(如执行《污水排入城镇下水道水质标准》C级,氨氮≤45 mg/L),AO工艺已足够且投资更低;
但若出水需排入敏感水体、执行《城镇污水处理厂污染物排放标准》一级A(氨氮≤5 mg/L,TN≤15 mg/L),或面临未来提标风险,AAO工艺更具长期适应性和稳定性。
格林环保建议:新建项目优先考虑AAO或改良AAO(如多点进水、内回流优化),改造项目可根据现有池容与水质数据评估是否升级。
三、运行好好氧池,必须盯紧这5项关键指标
为确保好氧池高效脱氮、避免污泥异常,日常运维应重点关注以下参数及控制范围:
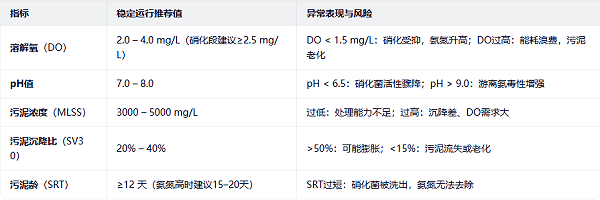
此外,还需定期检测:
进出水氨氮、硝酸盐氮:判断硝化是否完全;
碱度(ALK):硝化每去除1g NH₄⁺-N消耗约7.1g碱度,ALK < 100 mg/L(以CaCO₃计)时需补充NaHCO₃;
温度:冬季水温<12℃时硝化速率显著下降,需采取保温或延长停留时间。
结语
对于功能性饮料生产企业而言,好氧池不仅是“降COD”的工具,更是“控氨氮”的核心战场。选择合适的工艺路线,配合精细化运行管理,才能真正实现低成本、稳达标、可持续。武汉格林环保已为多家知名饮品企业提供定制化生化系统设计与智慧运维服务,助力客户轻松应对环保挑战。
格林环保|26年专注水处理技术创新,是湖北省高新技术企业,通过ISO14001/45001双认证,拥有专利技术68项。如果您有污水处理需求或技术疑问,欢迎随时联系格林环保。

